


锡槽作为玻璃生产的三大热工设备之一,锡槽槽底砖的安装是一项标准高、要求严的工作。底砖的安装质量直接影响到投产后浮法玻璃的生产,关系到锡槽的使用寿命和玻璃产品的质量。由于数吨玻璃漂浮在锡液表面上,而锡的密度大于底砖,到锡槽的使用后期会出现锡液下浸,容易损坏螺柱,至使底砖上漂,所以必须严格按设计施工。
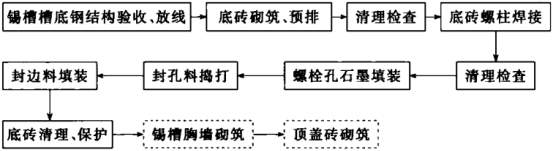
1、锡槽底砖砌筑安装工艺流程
2、底砖铺设总体要求
(1)底砖铺设应专人负责,严格有序地进行;
(2)正确的施工方法及必备的专用工具,底砖搬运需轻拿、轻放;
(3)严格按程序施工,否则会出现漏放石墨垫片等现象;
(4)做好每道工序的真空清扫工作以及防护;
(5)锡槽投入使用前需取出槽底砖缝中所有的金属垫片,不得有漏取。
3、锡槽底砖砌筑操作要点
(1)槽底砖的运输
运输是施工的第一步,所有底砖六面均已加工抛光,根据施工所需,按顺序将锡槽底砖运到锡槽两侧,堆放层数以一层为准,把运到作业面四周的底砖盖上。
(2)锡槽槽底钢结构的复查
检査锡槽1#立柱至熔窑1#小炉中心线间距是否与设计图纸一致;测量槽底板的水平度及标高是否能满足设计要求;1#立柱至入口唇板的距离能否满足地砖的尺寸;锡槽纵向中心线是否吻合;地板除锈是否彻底。
(3)底砖砌筑放线
锡槽槽底钢结构复査达到要求后,进行砌筑放线。以”立柱中心线为基准,标示出各段的控制线,一般每三排砖放出一条控制线,这样能较好地控制每排底砖的误差;把地砖上表面设计标高打在锡槽侧板上,并把所有的点线作上明显标记。
(4)底砖砌筑找平
若采用人工焊接螺栓,底砖铺设时要先预排。进入槽内作业人员需换软底布鞋。底砖砌筑前用吸尘器将槽内清洗干净。砌筑地砖应从锡槽进口端开始定位,由中心线两侧开始安装。
把第一块定位砖用专用吊车吊到位置,把砖平稳落下,用力按住砖的四角以确认砖的稳定性,用水准仪器测量砖上平面的四角,标高在±0.5mm以内。如读数达不到要求,在砖的四角用不同厚度的钢垫片进行调整,直到达到要求为准,但底砖与锡槽底板最大调整距离不大于2mm,所有底砖和边砖都照此进行。砖的纵向及横向砖缝用不同厚度的膨胀板相隔,确保砖缝的留设,每砌完三排后取出膨胀板,将底砖用干布擦干,吸尘器吸干净,砖缝用胶带密封,盖上纤维布。
设计上在宽段至收缩段要有一排预留加工砖的位置,因为纵向距离较长(几十排砖),会出现累计误差。为确保每排砖的砖缝都能达到要求,当宽段砌至收缩段尚余一排砖时,将其预留,再从收缩段开始往窄段砌筑。
砖底安装前,应先将锡槽大罩安装完毕,将大罩的提升高度稍大于作业人员为宜,侧槽板先不安装,在锡槽边沿的外侧搭一1500mm×2000mm的钢平台。底砖平台吊装到槽内,采用人工吊装,把所需砌筑的每一块砖通过平台,再把砖放到相应槽底位置。
(5)底砖砌筑结束后对槽内彻底清扫,进行螺柱焊接。
为确保每个螺柱焊接的牢固,在施焊之前要进行螺柱焊接试验,检査每根螺柱的材质是否符合设计要求、磁环的直径与螺柱是否匹配、螺柱的锥体及锥尖下小孔角度与深度是否符合要求。每个砖孔内的槽底板要进行清扫,如槽底砖孔内潮湿,要用吹热风机将其吹干,并清洁,最后进行螺柱焊接。
在固定螺栓孔内放入专用套管(以φ430mm×300mm的钢管为宜),然后用平头钻与套管内壁相依,在钢板上钻出固定螺栓位置的印记,将底砖移开后即可焊接固定螺栓。用电弧焊机人工焊接螺栓,焊接后要做好保温,冷却至常温为止。随后用力矩测定器对焊完后的每个螺栓逐个进行抗拉强度检测,要求测试的力矩达到28N·m,再用0.5kg手锤敲击螺栓根部,进行复检并清掉焊渣。检验工人应由专人负责,螺栓与钢壳焊接处不允许有裂纹、气孔、缩径。不合格者必须拔掉,并将原焊接处底板打磨平后用合格螺栓重焊。
(6)螺栓孔封填
焊好固定螺栓后即可吊装槽底砖,底砖就位后封填螺栓孔。先计算出所需石墨粉的量(保证填充密度>1.3g/cm3)装入小袋。待确认砖体放好并用吸尘器把螺栓孔及锥形孔清扫干净,用石墨填充螺栓与砖孔的间隙,人工用专用套管捣实;石墨粉捣打好并经专人检查合格后,安放石墨垫圈、钢垫圈,拧螺母,螺母的拧紧程度以手拧紧为宜。石墨粉填充完毕,对螺栓的安装情况仔细检查并进行真空清扫。为保护底砖,防止杂物掉入砖缝,胀缝要用胶带纸密封,并在底砖上铺塑料布、盖纤维板。
(7)封孔料的捣打
①封孔料的混合搅拌封孔料应按说明适量加水搅拌均匀后使用,可人工搅拌,也可用搅拌机搅拌,但搅拌后应用3.35mm筛筛分,以去除料团。
②封孔料的捣打应在底砖已铺完5排以后进行(防止振动引起周边的砖发生位移),捣打前用木楔将边墙砖和槽帮(侧板)间的空隙固定,用吸尘器将砖孔清理干净,用湿布或毛刷对螺栓孔进行湿润,再将防护及加料斗放在倒锥孔的上方开始加料捣固。封孔料第一次加入量应盖过槽底螺栓(高约60mm),封孔料边捣固边加入以防分层,直到将孔填满并高出砖面10mm为止,最后一次加料高度不小于20mm。
③用抹子将高出砖表面的料堆刮平,随后将茬口压平拼光,并用120mm×120mm×20mm胶皮(或塑料片)盖住,做好养护。捣固好的封孔料用手指摩擦不起砂为合格。
④为保证捣打质量,捣打操作必须连续不断地进行,直到全部完成,严禁分层加料,逐层捣打。
⑤捣打料每混合2次1h内必须用完,否则重新配制。
(8)封边料的填装
①封边料的混合搅拌方法同封孔料的混合搅拌,按说明加水。混合好的料必须在1h内用完。
②锡槽底砖全部安装合格后,去掉四周的木楔,将边墙砖与侧板间空隙清理干净,用塑料布将周边的底砖砖面覆盖严实后方可开始捣打。
③将专制的料斗放至槽底砖和边壁砖之间的缝隙处,边倒入搅拌好的封边料,边用扁钢或专用工具捣固。
④封边料填充必须密实,严禁分段施工及封边料堵塞胀缝。
(9)锡槽胸墙砖和顶盖砖砌筑砌筑胸墙砖时,应注意各观测孔的位置,上部胸墙砖与顶盖砖同步进行。
顶盖砖的砌筑应从入口段按序向后进行,砌完一排后在进行下一排的砌筑。应注意各加热孔的位置不得留错。两顶盖砖之间下表面高差不得大于2mm,整个顶盖砖下表面高差不得大于6mm,要确保顶盖砖与两侧胸墙砖之间的间隙。
上一篇:旋风分离器靶区耐磨耐火浇注料磨 下一篇:流槽用电熔α-β砖
TAG标签:
耐火砖
河南耐火砖
高铝砖
刚玉砖
耐火砖价格
河南耐火材料厂












