


目前,我国玻纤工业已完全打破了国外对池窑拉丝成套技术的垄断,实现了有中国特色的自主知识产权的池窑拉丝成套技术与装备国产化的总体战略目标,池窑拉丝工艺已成为我国玻纤工业的主导技术,是我国玻纤工业发展的强大动力。2006年池窑拉丝产量达到89.12万吨,占全国玻纤总产量的 76.78%;2007年池窑拉丝产量达116万吨,同比增长30.16%。今天河南耐火材料厂介绍下电子级玻纤池窑的耐火砖材、砌窑及烤窑技术 。
池窑拉丝工艺具有产量大、成本低、质量好、自动化程度高及节约能源等一系列优异特性。池窑拉丝工艺,不仅能满足生产增强型玻璃纤维产品的要求,还能满足生产普通纺织型玻璃纤维产品的要求,尤其是能满足生产高档电子级玻璃纤维产品的特殊工艺要求。
电子级玻璃纤维在拉丝过程中,对玻璃熔制质量要求很高,它要求玻璃液中基本上没有肉眼可见的微气泡,接近准光学玻璃的质量。而池窑拉丝采用的单元窑正是熔制优质玻璃的唯一合理的窑型结构。
单元窑具有狭长窑型,其长宽比一般都在3.5:1左右。玻璃液从配合料熔化、澄清到均化经历的时间,是其它窑型的2~3倍。单元窑还在熔化部配置了多对小 流量重油燃烧器,很容易控制窑炉的纵向温度分布。它可以根据玻璃熔化及澄清的工艺要求,分段进行调节。这是其它窑型的池窑无法实现的。
另外,单元窑普遍采用金属换热器预热助燃空气,不需要换火操作,而且窑温、窑压、玻璃液面都采用自动控制。投料机采用变频调速电机连续自动投料。因此,单元窑的生料覆盖区、熔化区、澄清区及窑炉内各温度控制点的热工参数,都是所有窑型中最稳定可靠的。正因为单元窑具有上述一系列优异特性,所以,它已成为国 内外玻纤行业普遍采用的窑型结构。
据悉,国外生产纺织型玻璃纤维的单元窑,其运转寿命为8~10年,生产增强型玻璃纤维的单元窑,其运转寿命可达10~12年。
影响单元窑运转寿命的主要因素是窑炉设计中对耐火砖材的正确选择;窑炉砌筑中的合理砌筑技术;烤窑时采用的升温速率与时间及生产运行中对窑炉热工参数的最佳确定与完善的维护保养技术。
现将以上几点主要因素分别详述于下:
一、耐火砖材的选择
单元窑是池窑拉丝生产厂家的“心脏”,其选用耐火砖材质量的好坏,对提高玻璃纤维产品质量、增加产量、节约燃料、降低成本及延长窑炉运转寿命,起着非常关键的作用。
耐火砖材在窑炉内长时间受到高温、温度急剧变化及火焰、粉料、玻璃液的物理化学侵蚀与机械冲刷作用,缓慢剥落入玻璃液内,以致给玻璃液带来气泡、波筋及耐火材料结石等各种弊病,使拉的生产发生困难。
当耐火砖材被侵蚀剥落到一定程度时,单元窑就无法维持正常拉丝作业,必须立即停窑进行冷修。为此,从玻璃熔化质量、拉丝产量及窑炉的运转寿命等各项要求来看,单元窑的耐火砖材必须具有足够的耐高温性能,耐温度急变性能及抵抗玻璃液、炉内气氛、火焰及粉料侵蚀与冲刷的性能,对玻璃液基本上没有污染或污染极小、透气性低、热损失小及高温下必要的结构强度等性能。
鉴于单元窑在不同的结构部位有不同的热工要求,故在单元窑的设计中,对窑体的不同部位要选用不同的耐火砖材,以满足生产工艺要求并降低窑炉造价。
单元窑各结构部位选用的主要耐火砖材如下:
1. 致密氧化铬砖
据国外专题报道,致密氧化铬砖具有最佳抗高温E玻璃液侵蚀性能,尤其可贵的是,其被侵蚀物剥落基本上对玻璃液不造成污染。所以,已成为E玻璃单元窑的主要耐火砖材。
据称,这种致密氧化铬砖采用等静压法成型。它是将矿石磨成微粉,再采用喷射干燥法,进行均化处理后制成的。微粉中不含任何有机的或其它粘结组分,然后将均化料装入一个特制的橡胶膜袋,排出空气后扎紧;再装入压力容器,并用液压泵泵入压力缸。由此产生的压力可达200MPa,并且各个方向相等,故称为等静压法。用这种新工艺制成的坯料,其致密度非常高,并且很均匀,即使没有焙烧,也没有任何粘结剂,却已坚硬到可以进行切割、钻孔或进行其它机械加工的程度。
这种致密氧化铬砖含 Cr2O396%,TiO24%,容重为
由于致密氧化铬砖具有上述优异物化性能,故在单元窑中常用于与高温玻璃液接触部位,如熔化部池壁、池底及主通路(包括澄清部与过渡通道)池壁,还有主通路地底的爬坡砖(流料槽)及废气入口通道等部位。
这种致密氧化铬砖的常用牌号有:美国CORHART耐火材料公司生产的C-1215、C-1215z、CR一100等。德国VGT-DYKO工业耐火材料公司生产的CR95-wa及日本品川耐火材料株式会社生产的UC-PC-95等等。
2. 致密氧化锆砖
致密氧化锆砖的抗高温E玻璃液侵蚀性能略低于致密氧化铬砖。
该砖的化学成份为ZrO265%,SiO234%,容重为
致密氧化线砖在单元赛中常用作与低温玻璃液接触部位及致密氧化铭砖的背衬砖,如熔化部池底砖、投料口上方两侧的间隙砖、澄清部池底砖、主通路池壁的背衬砖及作业通路池底砖等。
致密氧化错砖的常用牌号有:美国CORHART耐火材料公司生产的ZS-1300、ZS-1500、ZS-83。ZS-78等。德国 VGT-DYKO工业耐火材料公司生产的ZS65wa,日本品川耐火材料株式会社生产的UC-Z\UC-CZ、UC-CZB,以及我国广州岭南耐火材料有限公司生产的HDZS、DZS等。
此外,德国VGT-DYKO工业耐火材料公司还研制开发了一种新型粗粒结构致密氧化锆砖。普通致密氧化锆砖的基本原料,采用粒度约
这种粒度的天然锆砂是没有的,该公司采用等静压和烧结的方法,专门生产这种粗粒锆砂。加入一定比例的这种粗粒锆砂后,大大改善了砖材内部的组织结构,进而显著提高了砖材的耐急冷急热性能和抗玻璃液侵蚀性能。
该砖的化学成分、荷重软化点、耐火度及最高使用温度,均与致密氧化锆砖相同,但其体积密度(容重)为
3. 标准锆砖
该砖的化学组成为ZrO2 66.2%,Al2O3 0.1%,SiO2 33.1%,Fe2O3 0.1%。其容重为
该砖主要用作致密氧化锆砖的背衬砖、火焰空间的观察孔砖、投料口墙碹砖、碹脚砖,主通路、支通路的火焰空间包括顶盖砖及烧嘴砖,还有烧嘴砖与莫来石砖的过渡砖及窑炉两侧的间隙砖等。
日本品川耐火材料株式会社生产的该砖牌号为ZBK-L。
4. 烧结莫来石砖
该砖的化学组成为Al2O3大于74%,SiO222.2%,其容重大于
该砖的主要用途是标准锆砖的背衬砖、窑炉的墙、前端墙(即与主通路之间的隔墙)、通路烟道内衬砖、大碹的碹脚及放料口外层砖、换热器入口烟道的外墙砖与废气通路砖等。
此外,熔融莫来石砖还可用作窑炉大碹、胸墙及挡料砖来 烧结莫来石砖的常用牌号有:日本品川耐火材料株式会社生产的
5. 电熔锆刚玉砖
该砖的化学组成为:ZrO2 34%,Al2O3 49.2%,SiO2 15.9%。其容重为
该砖的主要用途是熔化部烧嘴砖及投料口砖。日本东芝株式会社生产的该砖牌号为S-3。
6. 电熔铬刚玉砖
该砖的化学组成为:Cr2O3 28.3%,Al2O3 58.3%,MgO 6%,Fe2O3 52%。其容重为
该砖的主要用途是换热器入口处的烟道砖。日本东芝株式会社生产的该砖牌号为K-3。
7.耐火粘土砖
该砖的化学组成为:SiO2 52%,Al2O3 44%,Fe203 1.2%。其容重为
该砖在单元窑砌筑中,主要用作致密氧化锆砖的背衬砖。日本大阪株式会社生产的耐火粘土系列砖的牌号有:NFOTEX-34,NEOTEX-32,NEOTEX-30及NEOTEX-PX-30等。
8.耐火保温砖
E玻璃单元窑,要求有极佳的绝热保温层,以提高其热效率。为此,常用低气孔率粘土砖、曾通粘土砖、粘土质保温砖、氧化铝与高铝类泡沫保温砖及硬质硅钙板作致密锆砖、标准锆砖及莫来石砖、耐火粘土砖的外层保温材料。
此类耐火保温材料,国内生产均能满足单元窑的使用要求。
二、窑炉的砌筑技术
当正确选择耐火砖材后,严格的砌筑质量就是窑炉运转寿命的决定因素。
为了满足窑炉对砖材砌筑尺寸和窑体平整度的要求,窑炉内壁耐火砖都要进行砌磨。此外,窑炉衬砖之间膨胀缝的合理预留及各种耐火泥的正确选用,也是窑炉砌筑的极重要环节。
现将窑炉各部位砌筑技术详述如下:
1.大拱砌筑
窑炉大拱是整座窑炉的关键部位,是窑炉的核心,也是窑炉最薄弱的环节,必须精心设计,稳妥施工。
(1)钢骨架严格验收
要求钢主柱间的跨距一致,自身呈垂直状态,误差小于
拱脚梁与立柱及托板之间应接触良好。拱脚梁调整好后可用点焊固定,砌完砖后再割开,以保持其自然状态。
(2)砖材加工
为了确保拱砖之间接触平整,所有拱砖的大面,都要在铣床上进行机械加工,使其误差小于
(3)木模制作与安装
大跨度木模制作,通盘考虑拱片的外形与拱片间的距离,木条的尺寸及支撑的设置。待木模拱片就位后,顶及两边先用木条连成整体,找准高、中心线及水平度,确认无误后,再钉上全部板条,并复核中心线及标高,再用半个拱面长的卡板,来检查拱面弧度,其间隙不得超过
(4)拱顶砌筑
砌大拱的时候应排在小炉砌完底之后,利用小炉平台为上料的通道。砌筑时应按配砖顺序,从两边同时往中间砌,砌筑速度要一致。从拱的膨胀缝不加工的一端,往加工的一端顺行砌筑。应先预排,再刷耐火泥,并用木靠尺和卡板,随时检查砌体的平直度。
(5)紧拉条
大拱砌完后,要立即紧拉条,然后再拆木模。紧拉条前,要去掉钢骨架的临时加固装置。通过观测拱顶在受到拉条水平拉力后向上隆起的距离,来判定拱顶的受力大小。
紧拉条时,要在拉条两端同时拧紧螺丝,但不能一次拧紧,而是从头到尾反复多次逐次进行。当拉条拧紧到理想的松紧程度时,即停止拧紧,但要保持8小时的观察时间。若拉条松紧程度(表现为一定的读数),不出现大的波动时,才可拆去模板。
2.胸墙及池壁砌筑
(1)胸墙系二类砌体,砌筑前要仔细检查工字钢立柱,巴掌铁和托板的安装情况。从缝不得大于
(2)砌上间隙砖时,每块砖都用木锤打实。砌下间隙砖时,下间隙砖及上面的护砖要求用刚玉砖干砌,每块砖间隙应当有
(3)池壁砖通常为干砌。干砌池壁砖要求平直,池壁上平与挂钩砖的间隙,必须保持一定的距离。砖缝允许厚度为
(4)池壁拐角处必须码成直缝,严禁咬磋。
3. 小炉砌筑
(1)小炉砌筑应严格检查标高尺寸,小炉上升道的各中心线应按设计规定的基准线放线,其误差不得超过
(2)小炉砌筑时,断面尺寸必须准确,小炉外形四角整齐以便钢结构的安装。
4.窑底砌筑
窑底砖应从纵向中心线向两侧砌,必须与扁钢错开,上下层不能对缝。
5.烟道砌筑
(1)烟道底的最上层横砌,使长砖缝与气流方向垂直,并由烟道中间向两端进行;采用TV类砌体,烟道也采用TV类砌体。每
(2)烟道各处应根据生产工艺要求及设计要求,正确留观测孔、清扫孔及防爆孔等。
三、窑炉升温作业技术
烤窑升温作业制度的正确与否,不仅是影响窑炉正常运转寿命的重要因素,而且直接关系到今后的拉丝作业是否稳定。
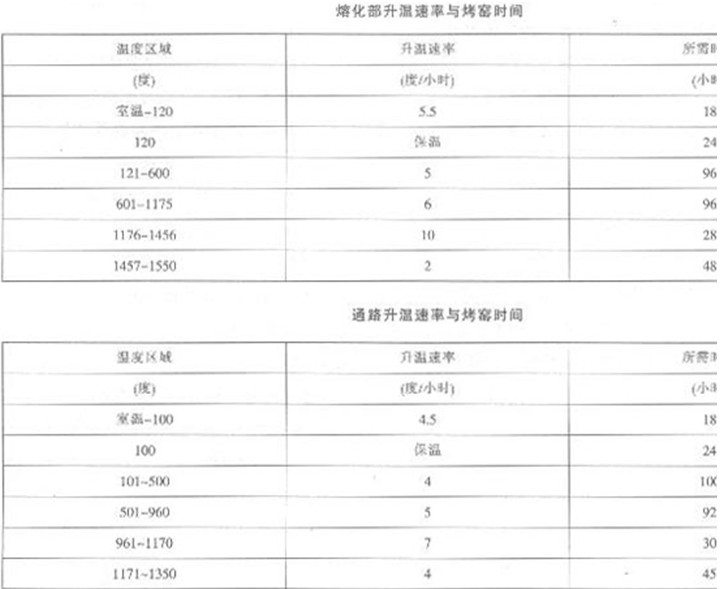
烤密通常采用轻质柴油作燃料,待烤到一定温度后,熔化部改用重油,通路改用液化石油气。一般情况下,烤窑约10天后即可过大火。窑炉过大火后,次日即可向 窑底投放相同化学成分的玻璃块(即熟料)。再隔2天,就可通过投料机向熔化部投入玻璃配合料(即生料)。此后2~3天,即可启动漏板开始放料。
待将含有窑炉砌筑时带入窑内的耐火砖渣及耐火泥颗粒等污染物的玻璃液排除干净后,拉丝漏板即可开始正常拉丝,此过程约需2~3天。
现将窑炉熔化部及通路的常规升温速率及烤窑时间曲线分别列表见下图。
河南耐火材料厂 http://www.zzhoudd.com/
相关资讯
31
2025-10
31
2025-10
30
2025-06
27
2025-06
03
2025-04
03
2025-04
03
2025-04
12
2024-09
09
2024-09
09
2024-09
热门产品







河南宏泰窑炉耐火材料有限公司
电话:13608687008
地址:郑州新密市超化镇工业园区





